| �����F���Ĵ��ܼ�����늿���ȼú��ɿ������L�t偠t�S�����l |
 |
�r�� Ԫ(�����) | �a�أ����������� |
| ������ӆ����1�� | �l؛�أ����ϼt�ӹ��������������� | |
| �ϼܕr�g��2020-11-27 23:03:43 | �g�[����430 | |
���ϲ����Ԅӻ��x������˾
 |
||
| ���Iģʽ���Q���� | ��˾��ͣ�˽�I���Y��I | |
| �����ИI�����I偠t����� | ��Ҫ�͑��� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:ꐏ� (����) | �֙C:18308889288 |
�Ԓ: |
����: |
| �]��:2802591870@qq.com | ��ַ: |
|
�����ܼ��������L�t 늿�������ȼú�t ���˟��L�t ȼú�t�ӣ���������偠t�����L�T�����~�������L�C��ѭ�h�L�C���ܼ���������������������T���S���T
�ܼ��ͺ濾�O�䣬��Ҫ���b���Һ͟��L�l���Ҽ��؝�ȱO���b�õȲ��ֽM�ɡ��b���Ұ����ܷ���o�Y�����b�d���O�䡢���L���L�����Śⴰ���ȵȣ����L�l������ȼ���t���ύ�Q�����L�C�Ȳ��ֽM�ɣ��؝�ȱO���b�ð����؝�Ȃ������ͱO�ذ塣ԓ�濾�O��Ĺ���ԭ���ǣ�ȼ�ϣ�ú���͡�������ȼ���t��ȼ���a���ߜ؟��⣬�ߜ؟��������ύ�Q����ɢ�ᡢ�ӟ����L�C��Ӷ�����ɢ������ܵĿ՚⡣��՚����L�C�����b���҃ȵķ��L�b�ã������ɢ���������ӣ��ӟ�~�����M���~׃���������l�͎��ߟ��~ˮ�֣����Ś���ų���ʹ���~��������ڲ��ŝ�r����՚��������L�����ٻص����L�l���ң����¼ӟ�����M���b���ң����F���Lѭ�h���á����b�ڱO�ذ壨�䣩�ϵ�̎���������Տ��b���҃ȜضȂ�������������̖���c�O���ij�����^Ӌ�������ȼ�����l����̖��ָʾ�cȼ�����ػ��P�]�����أ����ǟ�ú���t�dž��Ӽ�ú�b�ú��L�C����Ӝػ�ֹͣ��ȼ�����أ����ǟ�ˮ���ᣬ�tͨ�^���ӻ��P�]ˮ�ö��{�ء���ȿ���Ҳ�ǽ����b���҃ȵĝ����̖��ͨ�^̎����Ӌ����_�����P�]�M���L�T�팍�F��
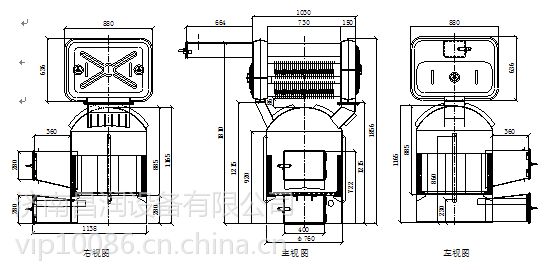
���L�t��ȼ�����c�Q�����Ϟ�һ�w������ȫ䓰������Ͳʽ�Y������t���²���ȼ���ң��ϲ������ܞ�h�ГQ�������՚�͟�������p�س̣���������M�ГQ�ᡣ������ߟ�Ч�ʣ����ö��^������Ƭ�Q�Ἴ�g������ԭ�����p��������ȣ�ʹ�՚�͟��������M�в��ཻ�Q������˓Q��Ч����
�ɲ����ӵğ���ܵ��c֧�μܾ�������˨�o���B�ӡ��Q��������3��3��4���϶�������10���Q��ܙM�нY���������²�7����Ƭ�ܣ��ϲ�3����ܡ��t�w�əE�A�Σ���A�Σ��t픡��A���Πt�ں͈A�Πt���Ӷ��ɡ��ڠt�T�ڃɂȵĠt�ڌ��Qλ�ø��O��һ�������M�L�ܡ�����������ؓ��ȼ����ʽ���t���������������߶�1856mm�����Рt�w�߶�1165mm�������t픳�Ƭ�����ӳ�Ƭ�ܳ�Ƭ�⾉��t�86mm��
�t픺͟���ܵ���ɢ��Ƭ���t픺͠t�ڲ��Ì��ӻ��ӷ�ʽ�M�����t�ں͠t�ײ��Ì��ӷ�ʽ�M�����t픳�Ƭ��ɢ��Ƭ��������ܵ������Ƭ��ɢ��Ƭ���͠t�T���m�ɲ����p��M��������M��������M��������κ�����潻�e�κ������潻�e�κ��c�����B�ӣ���ʽ֮һ���ӡ����öκ��r��ÿ�κ����L�ȑ���С��50mm����p��׃�Σ���������c����ȱڑ����Æ�����m�κ������Ô��m�κ��r�����g�g����������100mm�����к��Ӳ�λ�x���cĸ��һ�µĺ����M�к��ӣ����C���к��p���ܡ�ƽ�����o��ןo�A����©�⣬�Cе�����_��ĸ�����ܡ����ߵȼ�ĸ���c�͵ȼ�ĸ�ĺ��ӕr����x���c�ߵȼ�ĸ��һ�µĺ��ġ�����������������500�����ϸߜء������������������ĭh�������M�з���̎���������t����ڡ��t�T���µ��桢�ҿӿ��µ��桢ɢ��ܳ�Ƭ���g϶���[�β�λ��
�O��ʹ�É���10�����ϡ�
�D1�����O�����λ���Qʾ��D
�D2�����O��Y��ʾ��D
1�Q����
�Q���������Q��ܡ�����ͽ��ٟ��裬������Ұҡ�����ͨ�^�Q��܃ɶ˵Ļ���������ϳʡ�S�����ڌ��g��ͨ���Q�����Y���c���g������D3��ʾ��
�D3�Q������ҕ�D
1.1�Q���
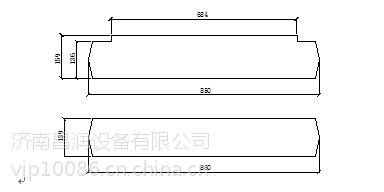
���ú��4mm��¶�c���g䓰壨���4mmָ���H��Ȳ�����4mm����ͬ�����ƺ��Ӷ��ɡ���133mm�����L745mm���c���亸�Ӻ���L730mm���ϲ�3�����ܣ��²�7�����Ƭ�ܡ���Ƭ����Q195�˜ʳ�Ƭ�������]�x���ͺ�䓻���䓳�Ƭ������Ƭ�߶�20mm�����1.5mm����Ƭ�g��15mm������Ƭ���ֹ��L645mm���D4����䓲ķ���GB/T700��GB699��GB/T221��GB/T15575��GB/T711Ҏ������Ƭ���c��ܲ��ø��l��躸���g���ӣ�����HG/T3181��JB/T6512�˜ʡ�
�D4��Ƭ�ܽY������ʾ��D
��¶�c���g䓣����º��Q����䓣�����������Ԫ�Ͻ�ԭ���OӋ����Ҫ���gָ�˿��Ʒ�������Ҫ��
��1�����W�ɷ֣����W�ɷַ����`�����GB/T223Ҏ����
Ԫ�أ�wt.%��
C
Si
Mn
P
Ni
�� ��
��0.10
��0.40
0.40��1.0
��0.025
0.10��0.30
Ԫ�أ�wt.%��
Cu
Ti
Sb
S
Cr
�� ��
0.25��0.50
0.01��0.04
0.04��0.15
��0.015
0.50��1.0
��2�����W���ܺ�ˇ����
�Ŀ
����ԇ�
180�㏝��ԇԇ��b��35mm��
ReL��MPa
Rm��MPa
������A��%
Ҫ��
��300
��410
��22
�ϸ�
ע��1.����͏���ԇ�ȡ�M��ԇ�ӣ�2.�䏝d=2a(d����ֱ����a䓰���)
��3�����g����
����JB/T7901-1999���ٲ��ό���Ҿ����gȫ��ԇ�����ڜض�20�桢���20%��ȫ��24h�l���£�������Q235B���g����С��30%���ڜض�70�桢���50%��ȫ��24h�l���£�������Q235B���g����С��40%��
1.2����
�����ǓQ��܌��g�������ͨͨ����������ς��c�����Bͨ���һ������c�t픟���ܵ��Bͨ�������Ƀȱڡ���ڡ�����T��������嘋�ɣ������һ�����ȷքe����һ�ΓQ����֧�μܺ͟���ܵ���������4mm�����������
��1������ȱ�
���Û_��������ͼӹ������҃ɂ���С��ͬ���Y�����ƣ����_�Џ�������3��3��4���е�3�ӹ�10����135mm�A���_�ڣ��v�����ľ�200mm���M�����ľ�215mm���Q��ܶ˲��c�ɂȻ���ȱ�ͨ�^Ƕ��ʽ�����B�ӡ��҃ȱ��²������_�O432mm��42mm����ͨ���_�ڡ��ȱں���M14��200mm��˨����ȱ�1����2����λ�Å����҃ȱڣ����҃ȱ�2�����������c��˨��������t��݆����݆�⏽��100mm������JB/T7273.3�˜ʡ����g������D5��ʾ��
�D5����ȱ�ʾ��D
��2���������
���Û_��������ͼӹ������҃ɂ���С��ͬ���ڽY�����Ѕ^�e���ߴ���С�ڻ���ȱڣ����㺸�ӡ�������ں��������һ���ȱ��ϡ���������ςȾ���λ���_�O195mm��145mm��������ڣ��Ⱦ���λ���_�O690mm��270mm����ҿڣ�������ھ���λ���_�O690mm��446mm������ҿڣ��²������_�O432mm��42mm����ͨ���_�ڣ�������ҿ����ܛ_���ɭh����]��12mm���ⷭ߅���ⷭ߅�c����T�ϵİ��ݲ��]�ϡ����g������D6��ʾ��
�D6�������ʾ��D
��3������T
����������_�O����ҿڰ��b����T������������T�Ȃ����ܺ���4mm��13mm�ı��F���γ�һȦ���ݲۣ��ۃ�����ߜز����ܷ⟟�⡣������T�OӋX�͛_�����Ǽӏ����ֹ׃�Σ��D7����������T���Ʌ���������T�ĽY���OӋ�⣬߀�Ʌ���������T������T���O�Ãɂ��̶���݆���O�Û_���ӏ����ֹ׃�Ρ���������T��ڸ����Ӄɂ�����10mm䓽�����������T���֣��D8����
��4���������
�����҃ȱڵČ��g���ľ��Ϻ��ӟ�����塣��������c����ȱڑ��Æ�����m�κ������g�g����������100mm�����g������D9��ʾ��
�D9�������Y��ʾ��D
��5�����䟟��ܵ��c�Q����֧�μ�
���һ���ײ��_�O�ğ���ͨ���ں��ӟ���ܵ����������ײ�����λ�ú��ӓQ����֧�μܡ����OӋ���Ͽ��ۺ���˨�B�ӿף�����ܵ���֧�μܷքe��6����2���ף�����M8��25mm������˨����ĸ�����g������D10��ʾ��
|
||||||||||||||||||||||||||||||||||||||||||
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |