����O�� 40mmH����Pʽ�����C���C
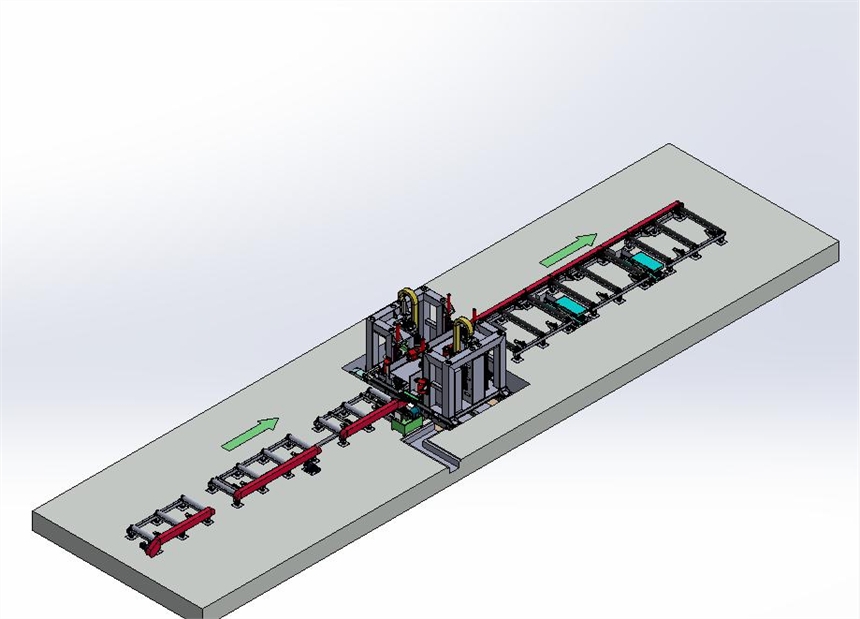
H ����Pʽ�C���O����Ҫ���ڳC��������ɺ�� H ��䓡��O�����һ�˳C�� ݆�̶���һ�Ξ���Ƅ�ʽ��ͨ�^�Ȳ��Cе�������C�� H ��䓡��C��݆λ�øߵͿ� �{�܉��m�ö�N��ͬ����߶ȵ� H ��䓘������O���cǰ��ɶ�ݔ��݁�����w��� ��� H ��䓘����ijC�������F�C�����Ԅӻ����ܡ��C���Cͬ�r�C�� H ��䓃ɂȵ� �����壬�C��Ч�ʱȆȳC�����һ�����C���Δ������������׃�����IJ�ͬ���_����
��ʡ���a�ɱ� ������aЧ�� ��߮aƷ����
�C��������(�������匒�Ⱥͺ�ȱ�횝M���±���ɫ�^�ɳC��)
|
 T B T B
|
200
|
250
|
300
|
350
|
400
|
450
|
500
|
550
|
600
|
650
|
700
|
750
|
800
|
|
6-15
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15-19
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19-22
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22-25
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25-28
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
28-32
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32-36
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
36-40
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
WSJ-40�Pʽ�C���C
|
|
��̖
|
����
|
|
���g����
|
��ע
|
|
1
|
�m��H���Ҏ��
|
���匒��(mm)
|
200-800
|
|
|
2
|
|
������(mm)
|
6-40
|
|
|
3
|
|
����߶�(mm)
|
200-1000
|
�˞�˜����ã�����߶ȿɶ���
|
|
4
|
|
������(mm)
|
6-30
|
|
|
5
|
|
�����L��(mm)
|
4000-12000
|
|
|
6
|
�������|
|
��Q355
|
|
|
7
|
�O������
|
�C����ʽ
|
H���Pʽ�C��
|
|
|
8
|
�C���C�ܔ������ף�
|
2
|
1���̶�1������
|
|
9
|
�C���Ƅӌ�܉
|
RG65HC2R
|
�_�����y
|
|
10
|
�C���Ƅӷ�ʽ
|
Һ������
|
|
|
11
|
Һ���ה���
|
1
|
|
|
12
|
ݔ��L���L�ȣ�mm��
|
12000
|
|
|
13
|
ݔ��L��늙C���ʣ�KW��
|
1.5
|
|
|
14
|
ݔ���L���L��
|
12000
|
|
|
15
|
ݔ���L��늙C���ʣ�KW��
|
1.5
|
|
|
16
|
�LͲҎ��
|
?133*8*1100
|
�˞�˜�����
|
|
17
|
�LͲ�S��
|
UCP210
|
|
|
18
|
�C����ʽ
|
����݁���ߣ���݁����
|
|
|
19
|
�C��݁���|
|
35CrMo
|
命��{����
|
|
20
|
�C���S���|
|
35CrMo
|
命��{��
|
|
21
|
�C������
|
48T*2
|
�șC��
|
|
22
|
�C������݁���ӷ�ʽ
|
Һ���R�_ֱ
|
|
|
23
|
����Ť�أ�N.M��
|
16000
|
�șC��
|
|
24
|
�C���ٶȣ�mm/min��
|
2800-5600
|
�������{
|
|
25
|
�C��݁���ȿ���
|
Һ����+���a��
|
|
|
26
|
�C��݁������ʽ
|
�ݗU��+���a��
|
|
|
27
|
�C��݁�����г�
|
350mm
|
|
|
28
|
�C��݁������ʽ
|
ֱ����܉��
|
�_�����yRG65HC2R
|
|
29
|
�ς����剺�o݁����������
|
2+2
|
ÿ���C��2��
|
|
30
|
���o��ʽ
|
Һ��
|
|
|
31
|
��������݁����������
|
2+2
|
ÿ���C��2��
|
|
32
|
��݁��ʽ
|
���������C
|
�ք�
|
|
33
|
�C����݁λ�ƿ���
|
�ݗU��+���a��
|
|
|
34
|
�������ף�
|
2
|
�șC��
|
|
35
|
�C������z�y���ף�
|
2
|
�x�䣨���䲻����
|
|
36
|
�O�係���ʣ�KW��
|
28.7
|
|
|
37
|
�O�����γߴ磨�L*��*�ߣ�
|
26000*5100*3100
|
|





 �ھ���ԃ
�ھ���ԃ 



