| ��:�\��Q345D���S��Ҏ���Rȫ |
 |
�r��100 Ԫ(�����) | �a�أ����K�o�a�� |
| ������ӆ����1�� | �l؛�أ��o�a | |
| �ϼܕr�g��2020-06-23 10:57:47 | �g�[����112 | |
�o�a���D䓘I����˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ���������؟�ι�˾ | |
| �����ИI������ | ��Ҫ�͑���ȫ�� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�S (����) | �֙C:18921186669 |
�Ԓ: |
����: |
| �]��:1419993976@qq.com | ��ַ:�o�a���aɽ�^�|������ꖴ�|��䓲ijǶ���4��B3̖ |
|
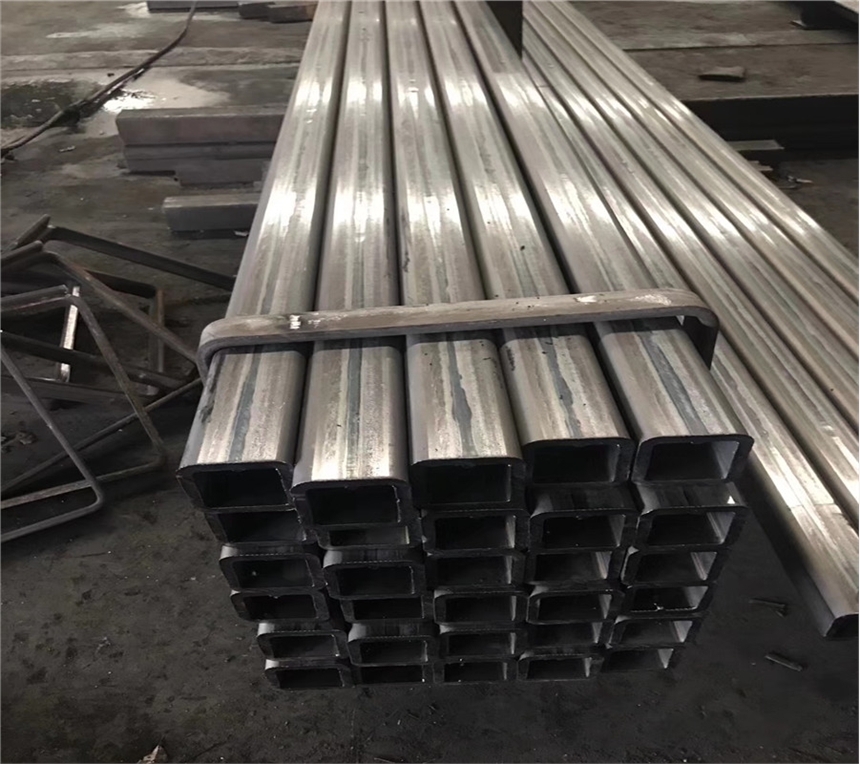
��:�\��Q345D���S��Ҏ���Rȫ�p�����ܷ���һ���ⲿ���]�h����ϵ�y�흙����ԓ�Cе�ܷ��������OӋ�ģ����T�����ع��r�ܷ⑪���С��ܷ������p��ƽ��ģ����ܷ�ǻ���F���xҺ�������ͻ�߉�˲׃����r�£��ܷⱣ�־o�]��ʹ�ñ��܉�ֹͣ�\�D���������F�ܷ���p����aƷ��Ⱦ����Σ�U����ͬ���o�h�M���ڹ��r�l���l��׃���r���е��\�����ԡ��ܷⱻ�OӋ�ɼ��ɽY���������С�ɾo�����Թ����á����ھS�o���x����m���ܷ�����ϺͽY�������Ͽ��Ա��ⸯ�g��ͨ������̼���������ܷ�����ϣ���������иߵ�Ӳ�Ⱥ̓����Č������ԡ��Y��������ԇ����1150��1200�����̎��30min��ľ����ߴ�׃�������^1200��������@�L���ؕr�g�������ߴ�o���@Ӱ푣��S���ܜضȵ����ߺͱ��ؕr�g�����L���rЧ�����һ��������ijߴ�׃С�������p�٣���700��ĕrЧ�^���У�M23C6���ؾ�������������������Z����ɢ�ֲ��ھ��ȣ��ߴ���100nm���£��rЧ�r�g���^1000h��M23C6�����@�ֻ���Z��ijߴ�׃�����������������࣬���L�r�rЧ�^�������@���������������ã��S��ʼ���ܜضȵ����ߺͱ��ؕr�g�����L�����������L�r�rЧ�B�ĸߜ������������@��ߡ�����о�NbԪ�غ��������ٌ����������О��Ӱ푌����GH4169�Ͻ���V�|�������Ծ�����Ҫ���x�������ˆT����ij��λұ���IJ�ͬNb������GH4169�Ͻ���V���Y�ϟ����Wܛ��Thermo-Calc��ģ�M�Y�������̽ᘳɷַ�����ϵ�y������NbԪ�غ��������ٌ����������О��Ӱ푣�ּ�ڞ�GH4169�Ͻ���Mһ�������ṩ��������������Ͻ���ոБ�ұ����50kgֱ��160mm��V��NbԪ���|���֔��քe��5.2%��5.4%��5.6%�� �o�a���D���S�����a�����N���ܣ����ιܣ��o�p���ܵȮaƷ�Ĵ�����I ����Ҫ���I���a�ĸ��N��䓹ܣ��عܵȣ��aƷ���w20�� 20�� 600�� 600���ش��ͷ��ܣ��Լ��䏝���ܡ��_����䓡���܈���ܡ��ǘˈA�ܡ� ��1���ش���600�� 600�� 25�������a�������a����100�� 100�� 600�� 600���ں�2�� 25mm�����|��̼䓡����P䓡��i䓡��Ͻ�䓡��������a�E�A�����εȮ��ܡ�
��2���߾�����ܼ��_��������a��20�� 20�� 150�� 150���ں�0.8�� 8mm. �Д��߾��ܷ��عܣ������a�����Ρ������͡������͡��E�A���������ͣ��������a8mm���¸����_����䓡�
��3����ڈA�ܸď��O�䣬�����a�ǘ˺�ڈA��ɵ�25mm������190�� 20��216�� 20��267�� 20�ȷǘ˵ȏ������w�Ʌf�����졣
��4����܈����ԇ��Ͷ��50�� 50�� 250�� 250��2�� 18mm�����a��܈���͡��W�ˡ����ˮaƷ��ֱ�Ƿ��ܣ��ɱ��C���ܵĸ��N�Cе���ܡ�һ���o�p���ܺ��飺
��:�\��Q345D���S��Ҏ���Rȫ �o�a��ڏ����η��S�ҹ�؛-�o�a��ڏ����عS��һ�N�����пս�����߅�]�нӿp���L�l䓲ġ�䓹ܾ����пս��棬��������ݔ�����w�Ĺܵ�����ݔ��ʯ�͡���Ȼ�⡢ú�⡢ˮ��ijЩ���w���ϵĹܵ��ȡ�䓹��c�A䓵Ȍ���䓲���ȣ��ڿ�����Ť������ͬ�r�������^�p����һ�N��������䓲ģ��V����������Y�����͙Cе�������ʯ���@�U����܇�����S������܇���Լ�����ʩ�����õ���_�ּܵȡ������������I��W�ČW�ߞ����о����ι�ˇ���ڮaƷ�IJ�ͬӰ푣���Ҏ���100mm��100mm��6mm�����Ϟ�Q235�ăɷN���ι�ˇ�ķ��ܞ��о��������@�������ܸ�����λ�Ě��������M���˜y�������^�y�˺��p̎���@�M�����о��Y����������ͬ���ι�ˇ���v���������ķֲ�Ӱ��^���p̎�Ě����������⣬�A�h�����ڳ��܃Ȳ����ⲿ�������r�������^������ˣ��^�����䓹��LjA�ܡ����ǣ��A��Ҳ��һ���ľ����ԣ�������ƽ�揝���ėl���£��A�ܾͲ��緽�����ιܿ������ȴ�һЩ�r�C�߹Ǽܡ��ľ�ҾߵȾͳ��÷������ιܡ�������ͬ�÷��ܵ����W���ܡ��������a���̼����
��1�������a��� ����(1)�o�p�ܡ�����܈�ܡ���܈�ܡ���ιܡ��ܡ�픹�(2)����(a)����ˇ�֡���늻����ܡ���躸��(���l�����l)���⺸�ܡ��t����(b)�����p�֡���ֱ�p���ܡ��������� ����2���������Π��� ����(1)���Δ���䓹ܡ����A��䓹ܡ�����䓹ܡ��E�A��䓹ܡ�������䓹ܡ�������䓹ܡ�����䓹ܡ��˽���䓹ܡ���A��䓈A������(2)���s����䓹ܡ�������߅������䓹ܡ����÷����䓹ܡ��p��䓹ܡ��p����䓹ܡ�������䓹ܡ��A�F��䓹ܡ����y��䓹ܡ��횤䓹ܡ�����3�����ں���������䓹ܡ����䓹� ����4������;������ܵ���䓹ܡ��Ṥ�O����䓹ܡ��Cе���I��䓹ܡ�ʯ�͡����|�@̽��䓹ܡ�����䓹ܡ����W���I��䓹ܡ�������;䓹ܡ��o�a��ڏ����η��S�ҹ�؛-�o�a��ڏ����عS������(2)����^β���ӣ����Æνz���p�z���ӣ��ھ��ɷ��ܺ�����Ԅ����a����(3)����ǰ����䓽��^�Cƽ����߅����߅����������ݔ�ͺ��菝߅̎����(4)����늽��c����������ݔ�͙C��߅�����ĉ������_���ˎ�䓵�ƽ��ݔ�͡�����䓽���̖��䓽�Nܶ࣬ͨ�������W�ɷ֡����a��ˇ��܈�����Ρ�������ʽ��ֱ����С���Լ��ڽY���е���;�M�з�� (1)��܈�����η֢ٹ���䓽I��䓽�(Q235�䓽�)��܈�ƞ����A�ν��棬������ʽ�бP�A��ֱ��������10mm���L�Ȟ�6m~12m��
[1]��������Ӌ�㹫ʽ��4*�ں�*��߅�L-�ں�*7.85 �������ι�����Ӌ�㹫ʽ�������L3.14-�ں�*�ں�*0.02466��
��˾�Wַ��http://.lcxtgg.com�ģ��o�p���ܣ���
����1��GBT3094-2000������ή���䓹�
����2��GBT6728-2002�����Y�����䏝�������
����3��ASTM A 500���������Y����̼�������͈A����ͮ��ͽ��溸��䓹ܺ͟o�p��
����4��JIS G 3466����һ�㘋���ý���䓹�
����5��DIN EN 10210���W�ޣ��ǺϽ�ͼ������Y��䓼��ᾫ�ӹ��Y�������Ͳ�
����6��DIN EN 10219���W�ޣ��ǺϽ�ͼ������Y��䓼��䏝���Ϳ����Ͳ�
����7��GBT 178-2005���������Y�����䏝����䓹� ��:�\��Q345D���S��Ҏ���Rȫ��Ҏ�������¾��Ę˜ʡ����I�ܵ��OӋҎ����Ҏ���ĉ����͜ضȷ������m���ڸ��ИI�Ĺ��I���ٹܵ�����ʩ������ա������Ҏ�����m�÷����h�����ИI���ƣ����������ضȵ��m�÷��������OӋҎ������Ҏ�������{������2�¡��g�Z�������_�˱�Ҏ���е�һЩ��Ҫ����@Щ��������_ʹ�ñ�Ҏ����ʮ����Ҫ�ģ����䏝�͟Ꮭ�Ķ��x���Դ����ܵ��Ľ����D׃�ضȞ���ބ��ֵġ���Ҏ�����ܵ�ݔ�͵Ľ��|���������˜�ANSI��ASMEB31.3�Ĺܵ���Y���҇��ܵ��OӋҎ��������r���l�IJ������֔������h����ԭҎ���Ĺܵ����������3�¡��ܵ��M�ɼ����ܵ�֧�м��ęz�Ќ���ُ�ܵ��M�ɼ���֧�м��ĮaƷ�|���C���������ˇ���Ҏ������Ҫ���ݿɚw�{�����c��һ������S����ṩ�aƷ�|���C�������|�����õ��ڬF�И˜ʣ����������C���������ʹ�ã�����Ҏ�����ϸ�ĮaƷ����ʹ�ã�ȡ�����M�������������x�úϸ�aƷ��Ҏ�������nj�ȫ���aƷ�������|���C���������Ŀ�M�����^�z�飬���o�Ա�Ҫ�IJ��|�z��4�¡��ܵ��ӹ����У����ڴֹܵ��M�ɼ���֧�м�����Ʒ���������ڬF����������������h����ԭҎ���С��ܼ��ӹ��������a�����ӹ����� �o�a��ڏ����η��S�ҹ�؛-�o�a��ڏ����عS, 4��ʯ�͵��|�@̽�ùܡ��磺ʯ���@̽�ܡ�ʯ���@�U�����@�U�c�����@�U�����@ͦ��ʯ���ܡ�ʯ���ܼ����N�ܽ��^�����|�@̽�ܣ��r�Ĺܡ��ܡ��@�U���@ͦ���������N���^�ȣ���,����ˮ��ԇ��ˮ��ԇ�C�ό��U������M������z��Ա��C�_��Ҫ���ԇ����ԓ�C�����Ԅ�ӛ䛺̓��湦��;����Һ�к��F�����^8g/L�����၆�F���^215g/L�r�������Q��ϴҺ�������£���2����8��(�w�e)���}����Һ����F�M����ϴ�����װl���^���g�͚��F�������ጦ���ٵĸ��g���úܴ���Ҫ���Ӿ��g������ϴ����ٱ�����y��ɫ��ͬ�r�g�����棬��߲��P䓿����g���������������������d�w�����������p��ɫ�V����β���d�w��ʹ��ǰ���M����ϴ��Aϴ̎������ϴ�ǰ��d�w��6mol/L�}�����2h����}��ӟ����3min���^�V����ˮϴ�����ԣ���ɡ����쏊�����쏊�ȣ�tensilestrength����ָ���Ϯa����������׃�εđ�����������ԇ��У�ԇ��ֱ�����ў�ֹ���ܵ����쑪���������쏊�ȣ���Y����MPa��ʾ����Щ�e�`�ķQ֮�鿹�����ȡ��������ȵȡ��Ãx���yԇ�����쏊�ȕr������һ���@��������ё��������������������������L�ʵȔ��������쏊�ȵ�Ӌ�㣺��t=p/��b��ʽ�У���t�����쏊�ȣ�MP��p��ؓ�ɣ�N����b��ԇ�ӌ��ȣ�mm����d��ԇ�Ӻ�ȣ�mm�����p�g���ڴ˷�������ܵ���ǰ�ߣ����r�����ž����㣬��������������ϵ�y�����g���Ĉ������^���m�ϡ��ڲ���ͨӍ���|�r���M�������c�����������ƾ����_���Ϊ����ߣ����Cȫϵ�y��ͨӍ��ͨ�����ܸɔ_��Ŀǰ���ٰl�F����aƷ��ɔ_�������ͨӍ�����F�������Ñ����O����וr�x������aƷ�H��ϵ�y֮һ���֣�����������һ����������߅�O�䣬��͉������늙C��늴��y�����������x���x��������·����X�����N�W�j���������خaƷ�������������еȄ��d�ɵ���ĥ�������׃���X݆���X݆�S��ʮ���N�^�����I�S�ס����T����݆�P�ȡ��ߴ��ԺϽ�B̼䓣���12Cr2Ni4A��18Cr2Ni4W�ȣ��Ͻ�Ԫ�ؿ������s��4��6��֮�g�����Ժܴ��B̼������c�͜ػػ���IJ����ȸߣ������c�g����Ϻá��������������d�͏���ĥ�p�Ĵ��͡���Ҫ��������ȼ�C܇�����Ӡ����X݆�����͙C���S���B�U�����^������˨�ȡ�������2CrMnTi�Ͻ�B̼��������܇׃���X݆�������f�����̎����ˇ�Ĵ_����ˇ·���İ��š�CrMnTi�����܇׃���X݆���������a�^�̵Ĺ�ˇ·�����£�����������ӹ��X�Ρ��ֲ���~���B̼���A���𡢵͜ػػ�������ĥ�X���X݆ë���ڙCе�ӹ�ǰ���M������̎������Ŀ���Ǹ�������B�IJ������M���������������ӹ������C�X�κϸ�CrMnTi�������Ӳ�Ȟ�17��21HBS�������ӹ��������ã��B̼�ضȴ_����92�����ң��B̼�r�g������Ҫ��ĝB̼�Ӻ�ȣ�1.2~1.6mm���_����6~8h���B̼���ԝB̼�ض��A�䵽87��88��ֱ���ʹ㣬��2��͜�2��3h�������W���ܞ飺��b��1MPa���ס�5����AK��64J������������̼�����^�ߣ��B̼���_1.�����ң����ڴ�𡢵͜ػػ��@�ûػ��R���w�M�������кܸߵ�Ӳ�ȣ�58��6HRC������ĥ�ԣ��IJ��ڴ�𡢵͜ػػ��@�ûػ��̼�R���w�M�������иߵď��Ⱥ������g�ԡ� |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |