| �ӹ�Ӳ��HRC48-62��Ӳ��䓼����A��cbn���^ |
 |
�r��158 Ԫ(�����) | �a�أ����� |
| ������ӆ����1Ƭ | �l؛�أ����� | |
| �ϼܕr�g��2020-06-18 14:32:02 | �g�[����509 | |
�����A���C��O������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI�����ص��� | ��Ҫ�͑����Cе�S���T��S�����ص��߽��I������܇�㲿����˾��܈݁�S���X݆�S���x܇�P�S | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�콨�� (����) | �֙C:18239972783 |
�Ԓ: |
����: |
| �]��:718350991@qq.com | ��ַ:�����и�� ^��W�Ƽ��@�аl��̖�� |
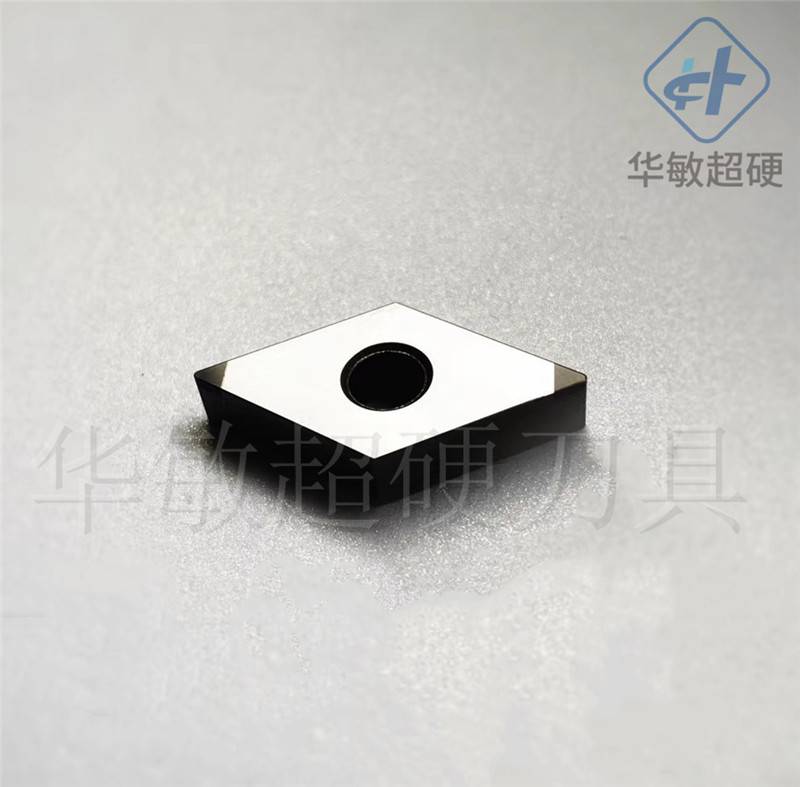
�ӹ�Ӳ��HRC58-62���Ӳ䓵�Ƭ-cbn���ߵ�������
HJ63�ɏ����m��܇HRC45-79��Ӳ��䓼� 䓼���̎����Ӳ��һ���_��HRC45-79�����ڸ�Ӳ��䓼�����܇���DZ�������һ�����y�ȣ��е��������m��܇���ӹ�׃�ø��y��ʹ��Ӳ�|�Ͻ߸���܇���ӣ�������ȥ�ͱ��������ȣ�������մɵ���ֻ���B�m��܇�������D�ٺܵͣ��Ե����Ҳ��С����t���׳��F��������������m��܇��߀����܇��ĥ���Ч�ʣ�ֻ����PCBN��Ӳ���ߣ����H���Ը���܇����߀����߱���❍�ȣ��ܴ��ȵĽ��������a�ɱ���
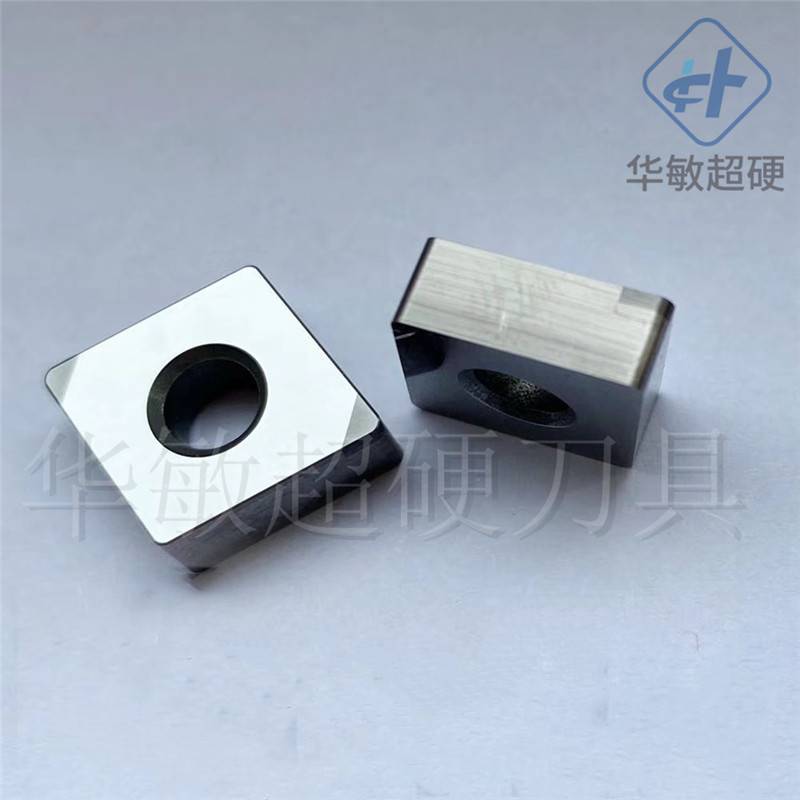
һ�����m��܇HRC45-79��Ӳ��䓼����õ�PCBN��Ӳ���߲��| 2���A����ӲHJ63 PCBN��Ӳ���ߣ�ͬ���m���ھ�܇HRC45-62�ȴ��Ӳ䓣��ɳ������m���������]������Vc=100-180m/min, ap=0.3mm�ԃȣ�fn=0.07-0.15mm/r���@��������ĥ�ԺͿ��_���������Y�ϣ����ԏ����m�ӹ����䓃ȿס�������A��һ���пڿ����B�m�ӹ�3��С�r���ң���ĥ�Ժ��M�ڵ��߿���������
�����A��HJ63 PCBN���ߔ��m�ӹ�HRC45-79�ȸ�Ӳ��䓼�������
�ӹ����|���X݆��20crmnti�B�����HRC62
�ӹ����|���X݆��20crmnti�B̼���HRC58 �ӹ�������܇�� ����܇���棨���m������ ����ֱ������167 ���30mm ������̖��HJ63 WNGA080404-3S �����������D�٣�300r/min �Ե���ȣ�0.3mm �M�o����0.1mm/r ������ʽ����ʽ܇�� �ӹ�Ч����һ���пڿ��Լӹ�200�����ஔ��һ���пڼӹ�3��С�r���ҡ�
�A��CBN���ߵļӹ����|
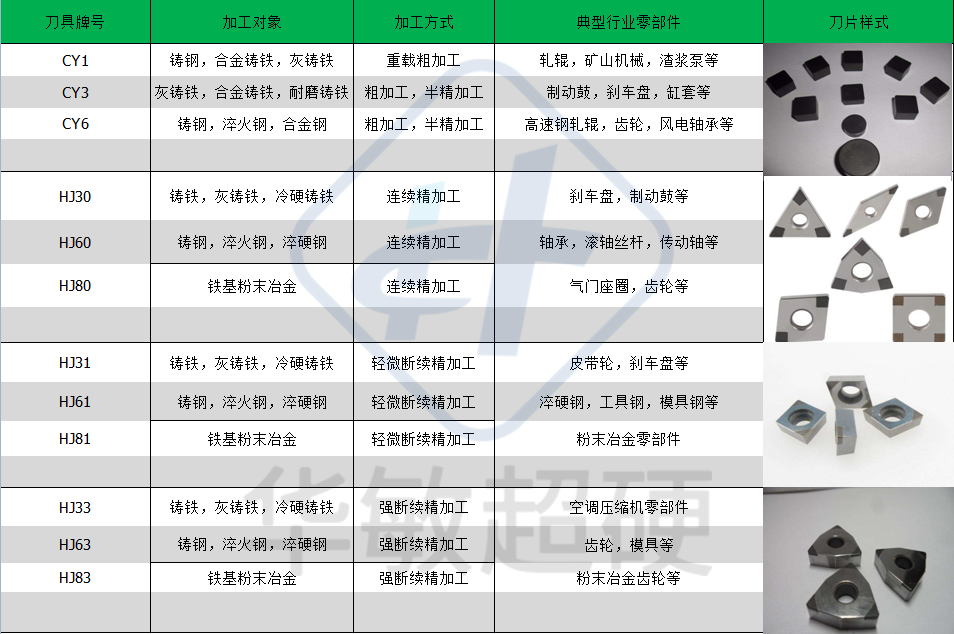
����t�T�F���Ͻ��T�F���Ӳ�T�F�����T�F�����ڸ�Ӳ���T�F�������㲿����܈݁�����I�õȡ�ᘌ���Ӳ���T�F����CY1��HJ3ϵ�в��|�������@���������Ĵ�܇�ЊAɰ������T��ë���� ��2����Ӳ��䓼���Ӳ��HRC45���ϣ� ����i䓡�����䓡����䓣����l���䓣�����䓣��S��䓵ȣ������㲿������܈�ʱڡ������܈݁����Ӳ�X݆/�X݆�S���S�С��L��z�ܡ�ģ�ߵȡ�ʹ��CY1/CY6��HJ6ϵ�в��|cbn����Ч�����@������Ƭ���g�Ժ���ĥ���܃�������߅���Ե���ap���_7.5mm���ɼӹ�HRC45-HRC79֮�g�ĸ�Ӳ��䓼��� ��3����ͨ���T�F��HT150/200/250/300�ȣ� ��l�әC���w/���w���x܇�P���Ƅӹġ�Ƥ��݆���x�������P�Ⱦ����ڻ��T�F����ʹ��CY3��HJ3���|��ϵ�е��ߡ��ӹ��ٶȸߣ�Ч�ʸߣ���Ч���s�ɱ��� ��4�������y�ӹ����� ���ĩұ�𡢸ߜغϽ���ϣ���懻����F����Ⓕ��ȸ�Ӳ�ȶѺ�/����/�����۸�/�ᇊͿ���Ϲ�����ʹ��HJ8��̖��cbn���ߡ�
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |