
�Q����/�ǽ��|ʽIC��/���ܿ������Դ/��׃ֱ����躸���Դ�Dz���IGBT��׃���g���C���Ƽ��g�ͬF�������Ӽ��g�_�l�������Դ�����ڲ���AC��DC��AC��DC��׃�Q���g���r�g�����_�����뼉���ȡ�����푑��Ϳ��ƾ��ȴ����ߣ�ֱ��ݔ����ʹ���ӹ�ˇ���@�����ƣ���׃���g߀ʹ�O�����С�͡����ܸ�Ч��һϵ�Ѓ��c����������MCU���c��Ӽ��g�IJ���ʹԓ�O��߂�F���O��ă��㹦�ܣ��������ֿ��ơ��O�ء������\���c���o��������ݔ�ȣ��O�书���Rȫ���`��㡢�m����V��ԓ��O���e�m������������c�����~���X����ɫ���ٲ��ϵ��c�����Ͻ���ϵ��c��������������c�����|���aƷ���c����
�c����׃ֱ����躸���Դ�ɑ������Ԅӻ������O�䣬�҂��ṩ�������l��׃ֱ�������Դ���m���ԄӺ���Ҫ��ĸ�Ч���ߺ���һ���Ե�Ҫ�����ԄӺ��әC�ĘO���x�gӭ�Ԅӻ��O��S����ԃ��

�Q����/�ǽ��|ʽIC��/���ܿ������Դ���c:
1��ֱ��ݔ��������������}��ֱ�����Ҳ��y��С�����o�����^�㲻�B�m�ӟṤ����ȱ�c���������У�����˺��ӟ�Ч�ʣ�����ɫ���ٲ��Ϻ�һЩ�y�����ϵĺ����e�m�ϣ������^�̷����������|���@����ߡ�ͬ�r��늘O�����@�����L��
2������������MCU�����ƣ����������늉������ʱO�ع��ܡ�
3����׃�����ܛ�_�P���g���pС�_�P�p�ģ��pС늴Ÿɔ_��
4���������ʧ�����O��ֵ���ޡ��W�����ޡ��^��ȹ����\���c���ܡ�
5����׃�����ʧ���Ԅ��P�࣬����ϵ�y���o��
6�����μӟ��O��������������������ܣ��r�g�������O����0��250ms��0��1s�����m�Ï��s�����^����Ҫ��
7��20�M�������棬�����N����Ʒ�Nʹ�á�
8��240x128 LCD�@ʾ��ͬ�r�@ʾ��N���ݡ�
9���^�����ⲿͨӍ���ܣ����ӽY�������ϡ�Ӌ����̖��RS-232����ͨӍ�ڣ��x�䣩�������ԄӺ�ʹ�á�
10�������惦����EEPROM���o늳؉������}��
11��푑��ٶȿ졣���ڲ������^�ߵ���׃�l�ʣ�4kHz��1kHz�������w��̖�C������׃�l�ʿɲ�醱�1��ͨ늕r�g�������ڞ�0.25ms��1ms����ͨ���������C��20ms���80��20�������ƾ������@��ߡ��c��݃��ܺ��C��ȣ��o����늣��ɿ������@�������e�m���ھ��ܼ��ĺ��Ӻ��|�����߾��ȡ����ٶȺ��ӡ�

�Q����/�ǽ��|ʽIC��/���ܿ������Դ���ӌ���:



������Ʒ���M����
�V�ݾ�Դ����O������˾�ڹ��S�Ȃ��ж�N���ʵľ�����׃�c���C�������C�����ቺ���C���p���C�������ЎװٷN�m�ϲ�ͬ�aƷ�ĊA�ߣ�߀�ɸ����aƷ�OӋ�A�ߣ����oՓ�F˾���κήaƷ���ں����y�c���}�����\���Ěgӭ������˾�������ĵ���˾�����Ӵ�ӣ��҂����̎�30��ġ���躸�о����͌����ӹ�ˇ��������⣬��ȫ�п��������ҵ��O�õĺ��ӽ�Q������
��׃�c���Դ�c���l�����c���Դ�ı��^
�ٺ����|��
���l�������C���{�������^�L����50Hz��늾W�����ӕr�g�{���ֱ��ʞ�20ms����׃ֱ���c���C�r�g�{���ֱ��ʿ��_0.25ms��4kHz��׃�l�ʣ������ƾ��ȸߡ���׃���C�ķ������Ƶ�푑��ٶ����@�ӿ죬ݔ�������Ժá�
���l�������C��������^���Ӱ푣���Ч�ʵͣ��þ��l���{�������������ٷֱ�ƫС�r���^��r�g�L��Ӱ푸�����׃ֱ���c���Cݔ��������}��ֱ�����ڻ�·늸е��������B�mֱ��ݔ������Ч�ʸߣ����ӟ�ݔ�뷀����
�ں����ٶ�
���l�������C��������^���Ӱ푣��ӟ�r�g�����^�L����׃����c���C��ֱ��ݔ�����ӟἯ�У����ӕr�g�s�̡�
�۹���Ч��
���l�����c���C������50Hz��׃�����p�Ĵ��C�������صͣ���·�p�Ĵ���׃���C׃�����������^�ߵ��l�ʣ�1��4kHz�����p�ĺ�С��ֱ��ݔ�����ƹ������أ�����Ч�����@��
���O���w�e�c����
���l�������C��׃�����F���^��ͬ�ӹ��ʗl�����O���^���ء���׃ֱ������c���C׃�������pС���O���^�p�ɡ�
1�������|��
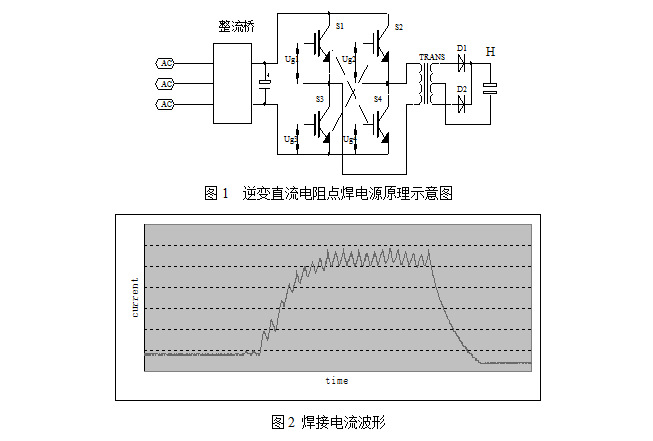
����A�ܺ��C������Ѓ��������һ����ጷŽo���ӻ�·��ݔ�������{����������ݵij��������ɣ�ͨ�����{�����늉�����������ɷN������ݔ��������}�_������r�g����ͨ�^��ӿ��Ɓ��{������׃ֱ�����C���^ƽ����ֱ�������ͨ�^��׃�}���{�����r�gͨ�^��׃���ڔ��{��������������������͕r�g���_���ơ�
2�������ٶ�
����A�ܺ��C��Ҫ��������ݳ���^�̣���t������דp�ģ������������a�ٶȡ���׃����c���C�]���@һ�^�̣������ٶȸߡ�
3��������
����A�ܺ��C��׃�������H�����ڸ��͵��l�ʣ����ֹͣ�׃�����F�ĸ��p�ļӴ���ݳ�늻�·Ҳ���ӓp�ġ���׃���C׃�����������^�ߵ��l�ʣ�1-4kHz�����p�ĺ�С��ֱ��ݔ�����ƹ������أ�����Ч�����@��
4���O���w�e�c����
����A�ܺ��C��׃�����F�Ĵ������Ҳռ���ஔ�Ŀ��g���O�䱿�ء���׃ֱ������c���C׃����С���]�������������M���O���^�p�ɡ�
���ӕr�������ӻ�·������Q����������������������Ҫ���c���������{��������������^���ܵ�Ӱ�Ҋ�D25��
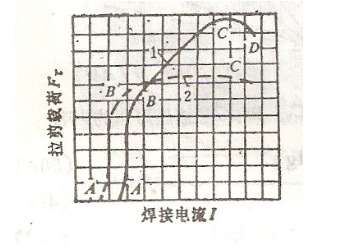
AB�� �����Ķ��ͶΡ����ں������С��ʹ��Դ���Ȳ���������γ��ۺ˻��ۺ˳ߴ���С����˺��c�����d���^���Һܲ�������
BC�� ����ƽ���������S��������������ӣ��Ȳ���Դ�l�������������ۺ˳ߴ緀������������c�����d�ɲ�����ߣ�һ����r�£����c�����d���������ۺ�ֱ�������R��C�c�^�����ڰ��g�N�x�������ۺ�ֱ���ĔU��͜ضȈ��M��ʷ��B��������c�����d��׃������
C�c�Ժ� ��������^��ʹ�ӟ��^�ڏ��ң���������^�ᡢ���R�������^���ȱ�ݣ����^���ܷ����½���
�D25߀��������������BC�������ͣ����������I��׃�������c�����d�ɵ�Ӱ������С�


 �ھ���ԃ
�ھ���ԃ 




