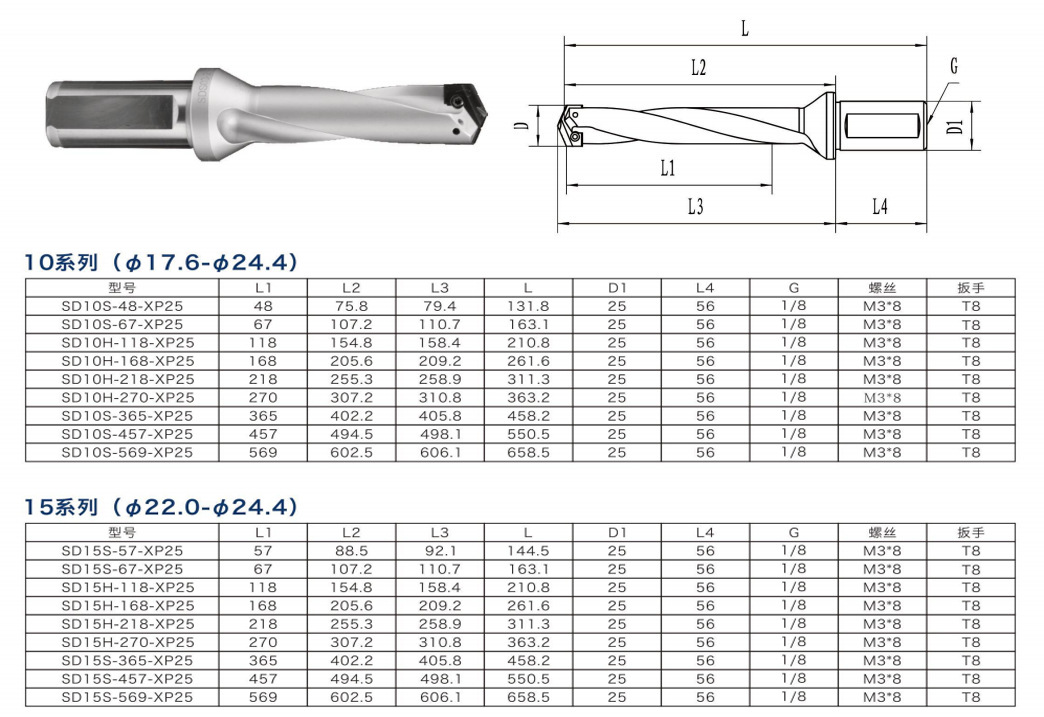
| 10ϵ�� �ȹ̱��P�@ �����@�^ ����@�^ �U���@ ��17.6-��24.4 |
 |
�r��1000 Ԫ(�����) | �a�أ��o�a |
| ������ӆ����1֧ | �l؛�أ����K | |
| �ϼܕr�g��2018-09-26 13:34:01 | �g�[����663 | |
�o�a���տƼ�����˾
 |
||
| ���Iģʽ���Q��˾ | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI�����ߡ��A�� | ��Ҫ�͑����S�ЏS���Cе�ӹ��S | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:ꐵ� (С��) | �֙C:18961789709 |
�Ԓ: |
����: |
| �]��:cd@hope-tec.cn | ��ַ:�V��·555̖���a��Bȹ��206 |
|
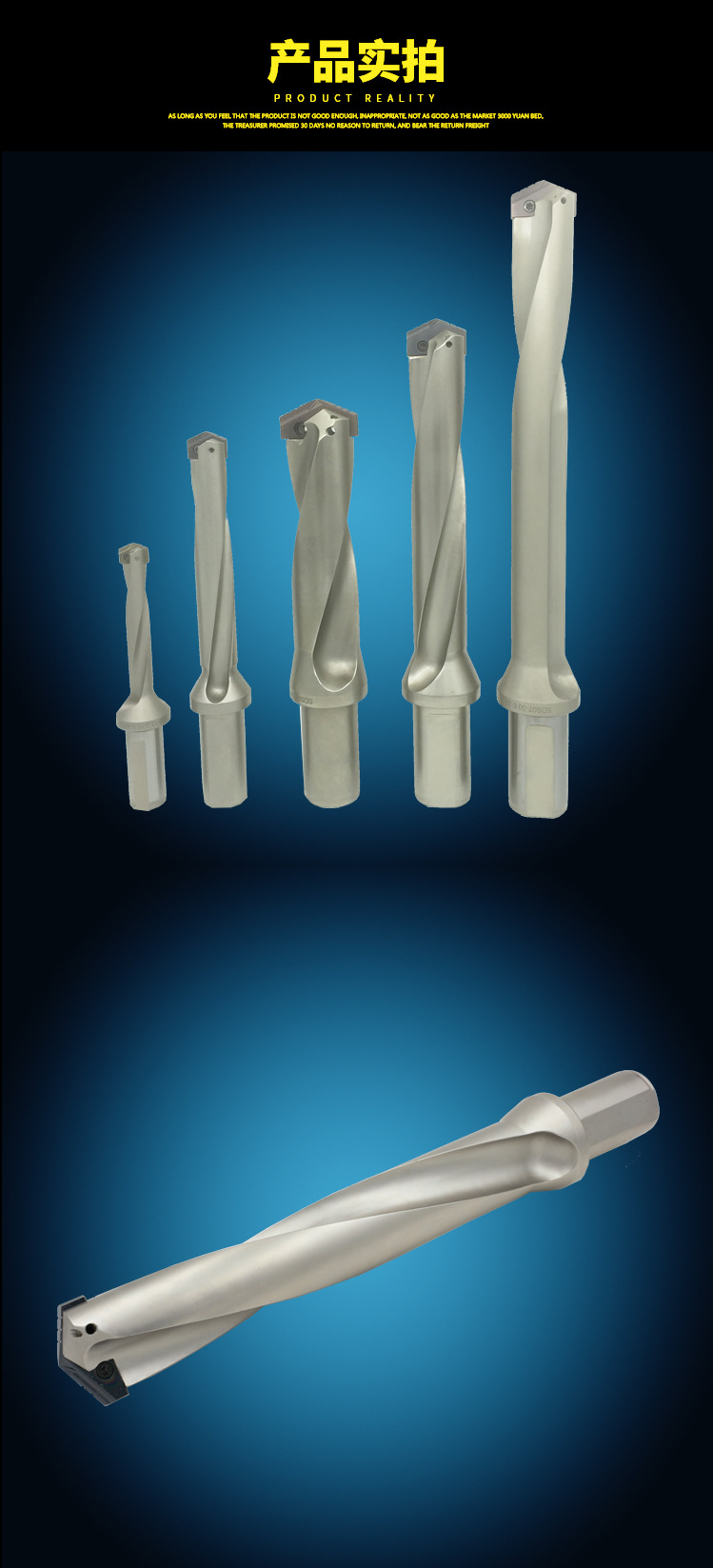
�aƷ������ SAVANT�ȹ�ʽ�P�@�������ڔ���܇�����ӹ����ĵșC���� --------------------------------------------------------- �P�@�ӹ�����Ӌ�㣨��� ���Ո�������H�ӹ��о��w��r������ ---------------------------------------------------------- ��Ⓒ�����P�@��Ƭ�ͷ�ĩ������P�@��Ƭ���ٶȞ�20-40�����ң�Ӳ�|�Ͻ�ľ��ٶȞ�60-80�����ҡ� �D�ٹ�ʽ��S=Vc*1000/3.14/Dc��S���D�٣�Vc�龀�ٶȣ� Dc�鵶Ƭֱ���� �M�o��ʽ��Vf=Fr*S��Vf���M�o��Fr��ÿ�D�M�o��S���D�٣��P�@ ��Ƭÿ�D�M�o���_��ÿ�D0.2-0.6mm�� �ӹ��r�g��Tc=H/Vf*60��Tc��ӹ��r�g��H����Vf���M�o�� ---------------------------------------------------------- �ȹ�ʽ�P�@ ���N���|��Ƭ���x��
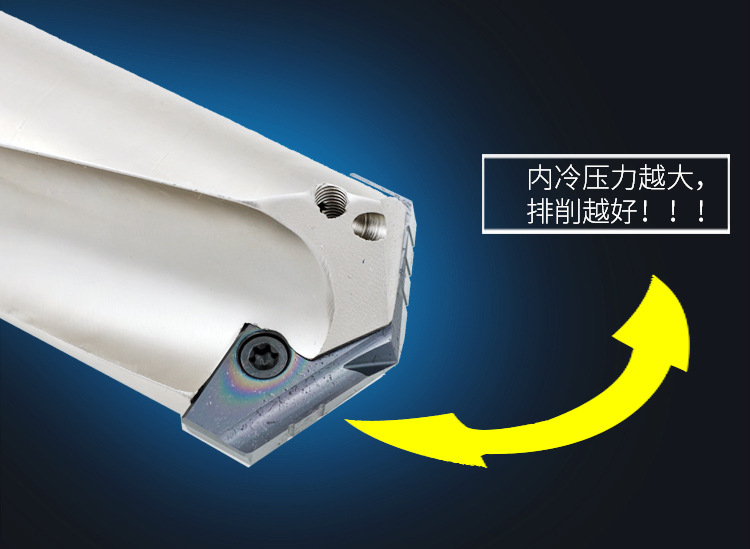
�ȹ�ʽ�P�@���ӹ���ף��Ԏ����䣬���䉺��Խ������Խ�ã��P�@��Ƭ�ĉ���Խ��
�⻬���� һ�����@�^�ӹ��❍�ȶ��Dz������ģ��P�@�ڼӹ��ĕr��❍��Ҳ������������һ�㶼���_��Ra3.2����
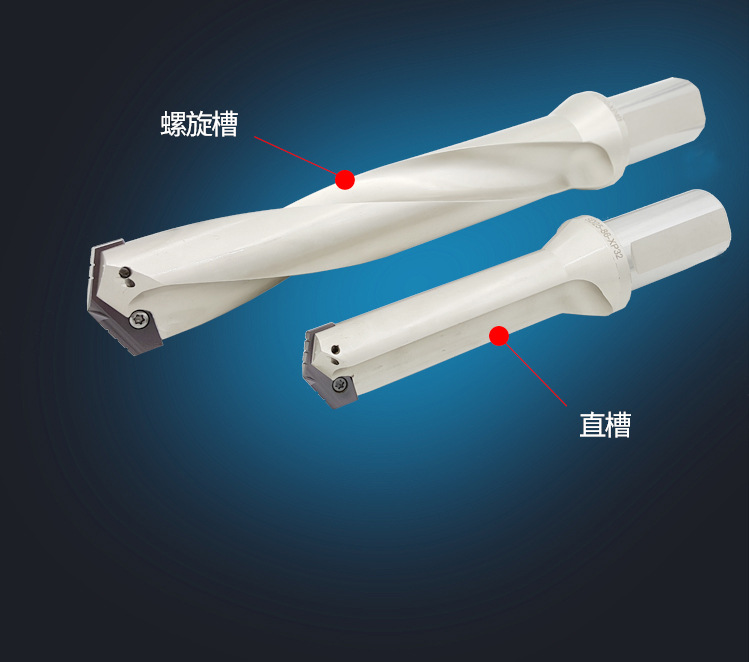
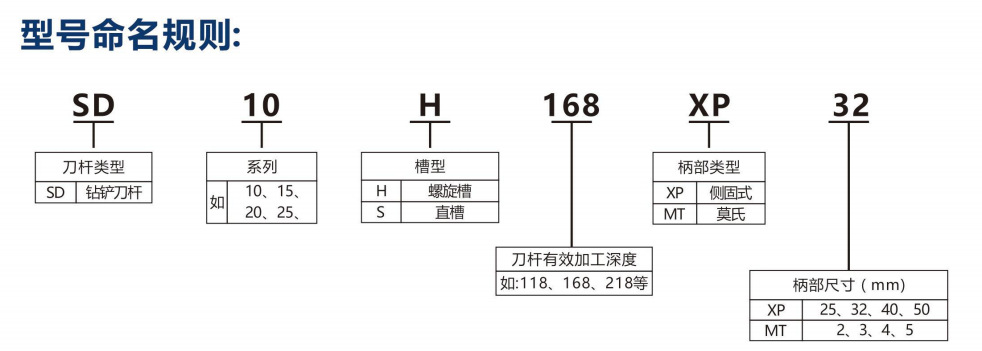
�P�@���� �ȹ�ʽ�P�@�IJ��ͣ��֞������ۺ�ֱ�ۡ��������m��������ʽ�ӹ���������ֱ�ۣ������۸���������ֱ���m�����Pʽ�ӹ�������������������
���c�� 1.���Ը����D������ ���� �A�� �ȷǘ��@�^ 2.�A�ֱ����֞飺�ȹ�.Īʽ �ɷN 3.�ӹ��������� 13.00-114.50��mm�� 4.�@������_����30���� 5.һֻ�@�U�����bһ���������@�^��Ƭ 6.�@Ƭ�мӹ����.�T�F.���P�.�X�Ͻ�. �Ȍ��õ�Ƭ 7.�@Ƭ���|�������Ϳ���c�Ͻ�Ϳ�ӃɷN
�P�@�ǂ��y�黨�@���������ɑ����ڔ����O�估���N���y�O���ϣ��磺���@���u���@�� �P�@��Ƭ�֞�Ӳ�|�Ͻ����䓃ɷN���|�������b�ĵ��UҲ����ͬ�����ܻ��Q ���@���u���@�����]ʹ�ø���䓵�Ƭ�������hʹ��Ӳ�|�Ͻ�Ƭ�����C���D�ٵͣ����Բ�g϶���������Ӳ�|�Ͻ�Ƭ���� �P�@��Ƭ�����Զ��Ĺ��ܣ��p�Ќ��Q�����������m�ϼӹ���ס��L������5�����ԃȵģ������x������@��U�@������5�������]ʹ���P�@�� ����s������ߣ����������м형�����r�£��P�@�����B�m�@�ף������û�����м��
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |