| ���T��ԭ�b611�ŷ��Դģ�Kȫ�¬F؛6SN1123-1AA00-0CA2 |
 |
�r��89 Ԫ(�����) | �a�أ��� |
| ������ӆ����1�_ | �l؛�أ��V�� | |
| �ϼܕr�g��2018-09-11 21:51:18 | �g�[����869 | |
�V�������Ԅӻ��O������˾
 |
||
| ���Iģʽ�������� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI���߶˔��ؙC�� | ��Ҫ�͑���ȫ���Ԅӻ����S����I | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:������ (����) | �֙C:17728198331 |
�Ԓ: |
����: |
| �]��:2382119668@qq.com | ��ַ:�V������ɳ�^���悔��a���@һ������201�� |
   
���T��ȫ��611�ŷ��Դģ�K6SN1123-1AA00-0CA2ԭ�b�M�ڬF؛
�V�������Ԅӻ��O������˾���������˞鱾�����m���£��ƌW�lչ������ᘣ������ڹ��I�Ԅӻ������I��ĮaƷ�_�l����������ϵ�y���ɣ������S�����Ԅӻ��aƷ�đ��ú͌��`����Լ��ۺ�ļ��g������������PLC����ϵ�y�����Ӽ��g���ã��ŷ�����ϵ�y�����خaƷ������˙C���漰�W�jܛ�����Þ鹫˾�ļ��g���L�������c�����T���Ԅӻ������Ӳ��Tչ�_���L�ھo�ܺ��������g���������õ���f���Pϵ�������T�ӿ������ϵ��I�Ճ��ݣ����탞�ݣ���I�Ļ����ݣ�������ɳ���Q�^��ȵĹ�˾����I�����ҽo�����P�Ķ��Ճ������ߣ�����˾���Z���ڱ��C�o��͑��ĮaƷ�����T��ȫ�£�ԭ�b����Ʒǰ���£��aƷ�r���I��ͬ�У����T���Ԅӻ��M��ϵ�Ѓ��ݷ��ȏ�5%��13%����������˾�aƷ��ُ�I�����_ʼ���������T���|��һ�꣬���|�ڃ���aƷ�����|�����}�����˞�p�ģ������M���Q�S�ޣ�����ȡ�κ��M�á�
�gӭ�����ԃ
�����������Ƅ������ǻ۹��S���M�� �_�����I4.0�r�������յ���
��Ҫ���ݮaƷ���T�ӣ�S7-200CN��S7-200��Smart200��S7-300��S7-400��S7-1200���|������6FC��6SN��S120��V10��V20��V60��V80��G110��G120��6RA���ŷ��������NCU��MMϵ��׃�l����
SIEMENS �ɾ��̿����� 1�� SIMATIC S7 ϵ��PLC��S7200��s71200��S7300��S7400��ET200 2�� ߉����ģ�K LOGO��230RC��230RCO��230RCL��24RC��24RCL�� 3�� SITOP ϵ��ֱ���Դ 24V DC 1.3A��2.5A��3A��5A��10A��20A��40A 4��HMI �|����TD200 TD400C TP177,MP277 MP377 SIEMENS ����ֱ�������b�� 1�� ����׃�l�� MICROMASTERϵ�У�MM��MM420��MM430��MM440��ECO MIDASTERϵ�У�MDV 6SE70ϵ�У�FC��VC��SC�� 2��ȫ����ֱ���{���b�� 6RA23��6RA24��6RA28��6RA70 ϵ�� SIEMENS ���� �ŷ� 1��840D��802S/C��802SL��828D 801D ��6FC5210,6FC6247,6FC5357,6FC5211,6FC5200,6FC5510, 2���ŷ��� �� 6SN1123,6SN1145,6SN1146,6SN1118,6SN1110,6SN1124,6SN1125,6SN1128
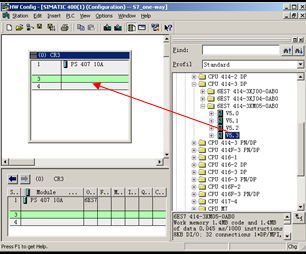
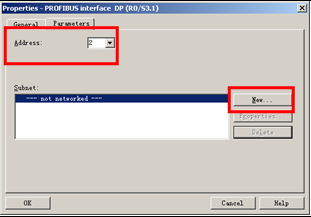
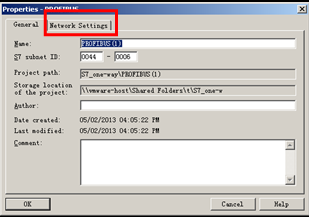
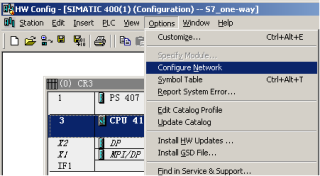
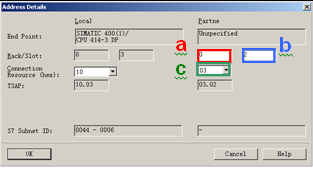
S7-400վ�c���Å�Ҋ��2��
�� 2
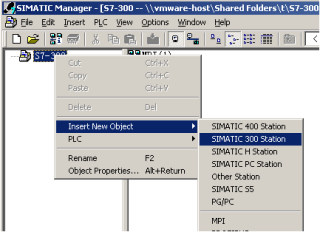
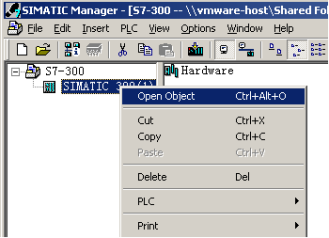
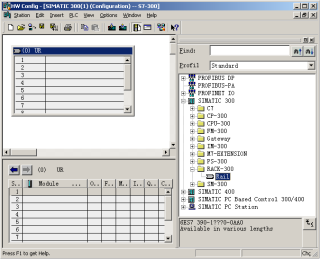
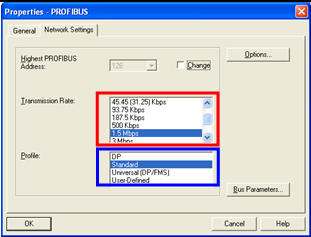
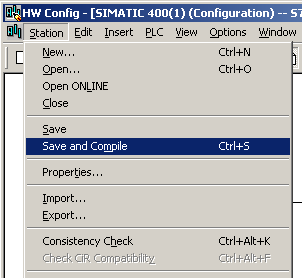
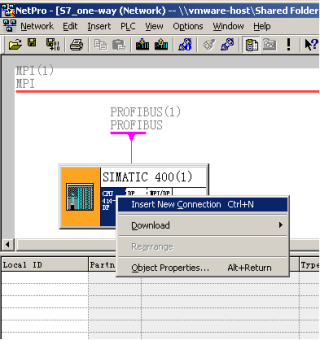
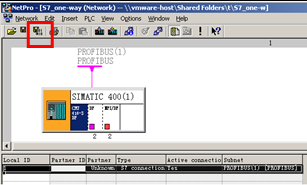
2.2����S7-300վ�c S7-300վ�c���Å�Ҋ��3��
�F������? �҂��ĬF�������������Ч�����a����Ŀ�ˣ��ṩ�˰������{ԇ�\�е����ھS�o�ȸ�������ķ��Ճ��ݣ����κ���r�¶����_�������O�������\�С�?2 ��ˇԭ�� 2.1 �и��ϵ�y���� ���ς������ؙC�����˾���I ���a���N�X�ܼӹ��O�䣬ᘌ����� ���и���O����������������� ���T�������Ƴ���С�� PLC S7-200 SMART ��������������ͬ�r������ SMART LINE �|������ SINAMICS V60 �ŷ��������������T��С�� �Ԅӻ���Q�����������O�����ܣ��{ ԇҲ���ӱ�����������������£� (1) Ч�ʸߣ��\���ٶȿ��_ÿ�� � 20 �ף��и� 3mm �X���ٶȿ��_ �� 1.5 �� 3m/min�� (2) �������и���ȿ��_ 3 �� 8mm���и��ƽ�����oë߅����׃�Σ� (3) ���ȸߣ����M�Мʴ_��λ�� ��λ���ȿ��_ 0.02mm�� (4) ���ܷ������� 24 С�r���g�� ���I���UƷ�ʵͣ� (5) �����S�������Д��c����� ��λ���ӹ��r�g�A�y�ȹ��ܡ� 2.2 �и��ԭ���Y�� �X���T���p�^�и���əCеϵ�y ��늚�ϵ�y���ɣ�ǰ�߰�����^���� ���C�^���ƄәC�^���ƄәC�^�τ��b �á����������ϼܵșCе�Y�������� ��늚��䡢늚���Ʋ����_��늚�ϵ �y�����ϵ�y�M�ɣ����ڌ��F���� �Ķ��߶��Ƕ��и������O��Ŀ��ơ� �X���T���p�^�и���ϵ��и�� ʹ��Ӳ�|�Ͻ��X�Ƭ�������ٶȿ졢 Ч�ʸߡ��ӹ����ȸߡ�ԓ�CҲ������ ľ�ϼӹ�����ɂ��C�^�ɆΪ�����Ҳ ��ͬ�r������һ���г���Ҫ���L�ȼ� �пڽǶȡ� (1) ��^����^����������� �^�M�ɡ�����^��̶���^������^ �S�ϰ��ڈA��܉�������Ƅӡ��ϰ��c ��܉֮�g��ֱ���\�Ӹ�����^������ �\���p�졢�`����C���\�ӵ�ƽ�� �ԡ��Ƭ���M�o���p���Ú�Һ����� ��ɡ����ӿ���ϵ�y���Пo�O�{�� �Ĺ��ܣ������ӹ���Ҫ�����{�����M �o�����ص��ٶȣ�ʹ֮���������M�o ���ٷ��صĹ��ܣ� (2) �����������ɵ�̼䓾���� �ܺ��Ӷ��ɣ����ӺrЧ̎������ �C�˴����Ą��ȼ������ԣ� (3) �����_���̶������_����� �^�b��һ�𣬻�ӹ����_�S�ϰ��ڌ� ܉�Ͽ�����ˮƽ�Ƅӡ� 2.3 �и�䏹�ˇ�����c���c �C���Ĵ������b�Ѓɂ���^���� ��^��̶��ģ�����ᔹ̶��ڴ��� �ϣ�����^���ɰ��������ڈA��܉�� �ƄӲ����i��������λ���ϡ������� �����L�ȣ��ɰ��b�ڴ����ϵĿ̶ȳ� ָʾ���L�ȵľ��_�{��ͨ�^��݆�{ �M�С� �ҙC�^����߅�b�в����_���S� �^һ���\�ӣ�늚����Ԫ�����b�ڲ� ���_�ϡ������ŵ������_�Ϻ�ֻҪ �����ˆT������Ҏ�̰��Ӱ��o���C ��������ɹ�����λ�����o���и ���߷��ء����_�ȹ��� ԓ�C���OӋ��ֿ��]���˹����� �T�İ�ȫ����^�\�Ӳ��֣�ȫ������ ���_���ġ��Թ̵İ�ȫ�փȡ� �и�䏹�ˇ������D 2 ��ʾ�� 3 늿�ϵ�y�OӋ 3.1 PLC ������ �X���T���p�^�и���O������� PLC �����c���锵����ݔ�� 20 �c�� ������ݔ�� 16 �c�������O������^ �����ŷ������������ƄӶ�λ���� λ��̖ͨ�^�Ŗųߵķ����� PLC�� ԓϵ�y�п������x�����T�� S7-200 SMART CPU ST40������������ݔ�� 24 �c��������ݔ�� 16 �c��ͬ�rԓ CPU ģ�K�߂����S 100kHz �ĸ����} �_ݔ�����ڲ����Ӹ����}�_ݔ��ģ �K��ǰ���¼��ܝM���ŷ���λ���� ����Ŗųߵķ�����̖��ֱ�ӽ� �� PLC ��ݔ���c�У����� PLC �ĸ� ��Ӌ�� A/B ��ܼ��ɲɼ��� 3.2 �˙C���� �˙C�����x�����T�� SMART LINE �|������64k ����@ʾ��ͨ�^ ��̫�W�c S7-200 SMART ���F��� ��Ч��ͨӍ��һ�����܌��O��Ġ� �B������λ�õȔ������r�ķ������� �C���棬��һ�������ͨ�^�˙C���� �ό��r���O����\��ģʽ������λ �õȡ� 3.3 �ŷ����� �O�������^���������Ƅӣ� �Ƅ�ͨ�^�z�ܼ�ֱ����܉�ęCе�� �����F���߶��L���ܣ����ƽz���� �� �� 1.5kW �� �� ���� �x �� �� �T �� SINAMICS V60 ��ϵ�y�������� CPM60.1 ��ģ�K�� 1FL5 ������ ��늙C��������|��SINAMICS V60 �ŷ�����ͨ�^�}�_ݔ��ӿځ��� |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |